- There are four chapters in this article:
- ← Chapter One: Silkscreen
- ← Chapter Two: Gravure
- Chapter Three: Ashford (this page ↓)
- Chapter Four: Litho →
Chapter Three: Ashford

I'm very grateful to Philip Kelly for providing us with these scans of his copy of "Letraset International Ltd: A Guide to the Manufacturing Facilities" from 1972, which I understand he was originally given at the time.
"I worked in the Type and Art Studio at Letraset for most my 25 years with the company."
Philip is now a freelance font designer; you might like to visit his site, www.pkfont.co.uk.
This brochure must have been produced in a bit of a hurry, since it is full of typos & errors — including getting significant names & dates wrong. I've corrected these where appropriate.
Anyway… on with the show!
HISTORY
The Ashford factory occupied 50,000 square feet, plus offices of an additional 20,000 square feet. It was officially opened on 22nd May 1969.
On the production side there is a variety of plant ranging from hand silkscreen printing to sophisticated electronically-controlled gravure machines.

When demand outstripped production facilities in Waterloo, the present site at Ashford was selected, building started in 1967 and production in 1968.
From the original single product of Instant Lettering the range has been expanded up to the present product line covering some twenty-two items including Letracolor, Letrafilm, Dry Color, Letratone and Special Sheets.
This product line embraces the complete range of materials required by the Graphic Designer and allows him to obtain most of his requirements from one compatible range of materials, all of which are available from one source.
A completely new enterprise was the entry into the toys and premium market which together with industrial products is a rapidly expanding market.
Toys are represented by products such as Action Transfers. These consist of a printed background supplied with a sheet of rub-off characters and objects. This allows the child to exercise its creative ability to compose a scene.
On the Industrial side the main product is a heat transfer system. These take the form of designs printed on a clear Melinex film. This is supplied to the manufacturer of products such as cosmetics and food containers, torch batteries and furniture. Using a heat process they apply the design to their products giving lasting decorative effect.
THE DESIGN STUDIO
In this area artwork is prepared for Instant Lettering, Special Sheets, Toys, Premiums and Industrials.
The artwork for Letraset's Lettering products is stencil cut by skilled artists to exacting standards maintained throughout the manufacturing process. All alphabets produced are subject to many visual and photographic checking procedures to ensure accuracy of design and reproduction. Sources for existing typefaces have included metal type-founders, photosetters and independent designers, detailed records of which are kept for reference purposes.
Industrial artwork varies from complex stencil cut colour separations for gravure and silk screen printed transfers to hand-drawn or painted artwork for Special Sheets or premium transfers.
Original design of new alphabets and the presentation of these and existing designs for selection to Letraset ranges forms an increasingly large part of the work in the Design Studio.

PHOTOGRAPHIC STUDIO
The main function of the photographic studio is to process artwork from its conception and design stages to finished diapositives of the highest possible standard.
This is achieved on Instant Lettering and all allied products by utilising the most up-to-date photographic equipment and techniques available.
STENCIL MANUFACTURING

In this department finished stencils are manufactured for high quality printing of Instant Lettering and multi-colour work.
The system used in production follows that normally used for indirect stencil manufacture in which sensitised gelatine is squeegeed onto substrate and exposed to ultra-violet light.
The stencil is then passed through various stages during which it is adhered to nylon mesh retouched and subject to final examination.
To maintain Letraset's high quality standards the manufacturing process requires high precision and cleanliness.
Tim Staddon writes:
"My father Colin is the young chap in Stencils [above] and he's in one of the pictures from the 1972 catalogue. I don't know if you're in touch with anyone from Letraset Ashford back in those days but he was an active member of the social scene before the move from Waterloo, playing sports for the company and jobbing as Father Christmas when not artexing ceilings for colleagues. He was one of the last from Stencils to go when Ashford wound down.
"He passed away peacefully on 19th February [2016] but I stumbled upon this picture of him on your site and I had to tell you because it made my day.
"We know he was so happy at Letraset. I have seen that very same picture of him in the original catalogue, years ago, but I have been looking high and low for that book ever since. It's probably somewhere in his extensive collection of papers; he never threw anything out."
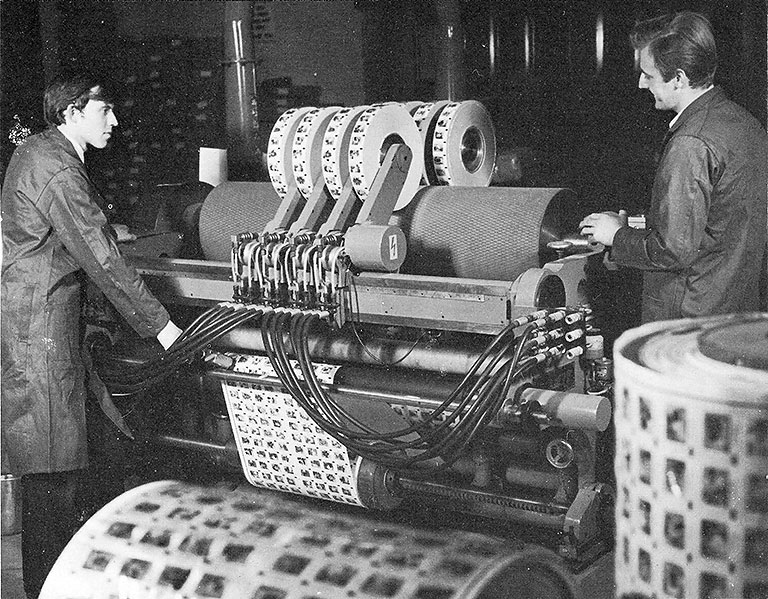
WEB PRINTING

A high percentage of Instant Lettering is produced on web printers which have been developed and built by Letraset's own engineers.
These machines are used for printing and applying adhesive in two separate operations.
The base polythene is first printed in 20in. by 15in. impressions of two 10in. by 15in. references. The printed material is then adhesive coated and wound onto a reel with protective backing paper. Illuminated boxes allow print quality to be monitored by both machine operator and quality control during the print cycle. It is at this stage of production that inks and adhesive from every printed batch are tested to ensure that they meet Letraset's high product specifications.
(NOTE: the "web" in web printing referred to the roll of material on which the transfers are to be printed. Letraset started out by designing their own printers for the original Instant Lettering product, & as you can see from the above, they continued to do so. Furthermore, the artwork was half Crown, doubled up to fit a Crown sheet.)
HAND BENCH

Special Sheets and small run standard sheets are produced on small hand-operated units, one 10in. by 15in. impression at a time to register tolerances of ±.010in. The base polythene used in this section is already guillotined to the finished size before printing.
As individual sheets are printed they are dried and inspected.
C.C.F. and adhesive are applied by the same method but in separate operations. Multi-coloured sheets are air dried, the printer and inspector working as a team to ensure only top quality is achieved.
Quality control again test sheets from every batch to ensure production meets Letraset's high standards.
(NOTE: This establishes that Special Sheets at Ashford were printed from half Crown artwork on silkscreen presses. You can make out half a dozen presses in this photo!)
COATED PRODUCTS

Thee are four modern coating machines situated in the factory producing all Letraset's coated products in addition to adhesive coating Consumer Products.
In the coating operation ink or adhesive is pumped to a coating bar resting on a backing roller. Acetate film is fed between the roller and the coating bar, the latter ensuring that an even ink or adhesive coating is distributed across the material. By changing the bar the volume of ink coating can be adjusted.
Tha acetate film then passes through driers and is rewound at an electronically controlled tension.
Colour matching is carried out with the aid of special light apparatus to prevent any possible batch variance.
(NOTE: you can actually make out the Super Action Transfers set "The Retreat from Moscow" being coated with adhesive in this photo!)
CUTTING DEPARTMENT
Slitting and guillotine equipment of advanced design is situated on the first and ground floor production areas.
Instant Lettering and Coated Products are received in reel form and are sheeted and guillotined to their unit sizes.
Consumer and industrial products are also received in reel form but are processed in differing ways depending on the product:
- Sheeted and guillotined to unit sizes.
- Slit to produce reels in a variety of widths to customer requirements.
- Sheeted and Guillotined and then die cut to character size.
Letratapes are also processed in this department after printing and are re-reeled and slit to width.
Quality Control monitor all functions to ensure the high standard of the product is maintained.
FINISHING

In this department all products manufactured in the plant are subject to final examination. Each sheet is individually inspected for faults, those not up to standard being removed and destroyed.
Sheets of products are also labelled, counted and boxed within this area. Instant Lettering is subject to further checks on a sampling basis before being counted and boxed.
(NOTE: 72pt Clarendon Black, I would say!)
LETRASIGN
This product is manufactured by three different methods:
- Flat-bed die cutting.
- Rotary die cutting.
- Bent rule die cutting.
The first two methods are used for 25mm, 50mm and 75mm and incorporate a self-spacing system developed in Letraset's Design Studio. The third method is used for the production of 100mm and 150mm fully die cut characters.
Both machine operator and Quality Control inspector are responsible for checking that quality meets Letraset's usual high standards.
Following final inspection the characters are grouped in fives on a conveyor belt moving them on to a point at which they are heat sealed in packs. The packs are then boxed by hand, each carton containing fifty packs of five characters.
Fully die cut characters are packed by hand into self-seal bags and then boxed.

LETRATONE
Letratone is printed on letterpress cylinder printing equipment using engraved plates for each of the 236 patterns in the current range. The machine has been modified to ensure high quality reproduction and features a densometer controlling dot size and opacity.
The laminated matt acetate is loaded into the machine in 20in. by 15in. sheets, two references being printed simultaneously. Each batch is tested on an optical comparitor to eliminate the possibility of batch variance.
The printed sheets are air dried and guillotined to 10in. by 15in. units before being passed to Finishing for final inspection.
CONSUMER AND INDUSTRIAL PRODUCTS
A relatively new innovation which is rapidly growing is the manufacture of products for consumer and industrial markets. These can be split into two categories, multi-colour silk screen transfers and gravure printed transfers.

SILK SCREEN PRINTING
Industrial and Consumer silk screen products are manufactured on wicket printers, machinery built by Letraset for high-tolerance multi-colour printing.
The base material is moved to each printing station by means of travelling plates, registration being controlled by guides on the printing frame and base plates.
The wicket is capable of printing six colours in one production cycle.
GRAVURE PRINTING

The roto-gravures print by means of engraved cylinders on low-calibre plastic films. These machines are capable of printing up to seven colours in register at high speeds.
The finished transfers are then transferred to the nearby coating machines where they are adhesive coated.
(NOTE: this was the press responsible for the majority of Action Transfers. You can count all seven parts of the cycle… this time I'm afraid I can't quite make out which title was being printed! It looks like it could very well have been "The Retreat from Moscow", which was being adhesive coated in the photo above.)
DESPATCH DEPARTMENT AND FINISHED GOODS STORE
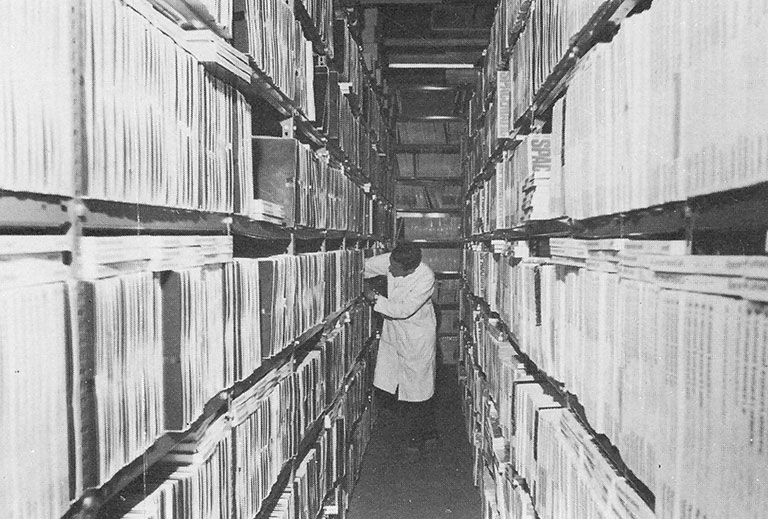
It is in this department that stock is held of the entire range of graphic products.
Orders are first collated within the stores area after which they are checked, packed and made ready for despatch.
INK BLOCK
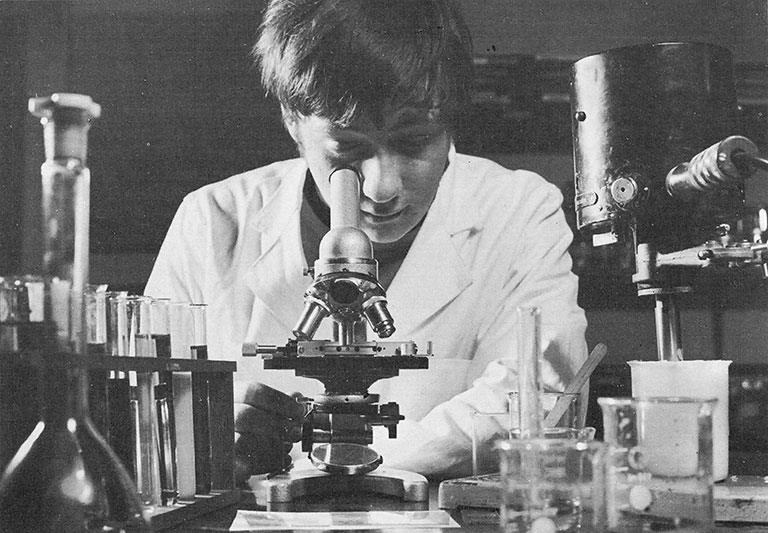
Because of the highly inflammable content of solvents used in the preparation of inks and adhesives the ink block is isolated from the main factory area.
All inks and adhesives are processed and checked against standards before being released to production.
A large number of adhesives and inks for graphic products are also manufactured here from basic raw materials being a vital component of Letraset products.
(NOTE: don't fall asleep at the microscope, or you could wake up to find a nasty mark on your cheek.)


• Next Chapter: Litho →
• See also: "A Brief History of Letraset & Action Transfers" →
• See also: "Printing: Dates & Serial Numbers" →
I am obliged to state that this document, the information contained within it, & its arrangement are all © Tom Vinelott 2007-2025.